
Hëtzt Shrink isoléierend Tubing

Applikatioun
1.Used fir Mëttelspannung bis 36kV
2.Schutz géint Feuchtigkeit an Drock
3.Suitable fir Kabelterminatioun an Zwëschenverbindungsisolatiounsschutz
Fonktioun
1.Hot Schmelzklebstoff bitt besser waasserdicht
2.Coating Typ: Filmbeschichtung
3.Excellent Korrosiounsbeständegkeet
4.UV Resistenz a Wiederbeständegkeet
5.Halogen-gratis
6.Superior elektresch a mechanesch Eegeschaften
7.Shrinkage Verhältnis 3:1
8.Mëttelwand
Fonktioun
1.Preferable elektresch Apparat Funktioun
2.Reliable Isolatioun
3.Superior hermetesch Dichtung
4.Excellent Hëtzt / kal Beweis, waasserdicht, Anti-Aging,
5.Widely am Feld vun elektrescher Kraaft, Elektronik, Petrol, Chemeschen Ingenieur, Bau a Kommunikatioun benotzt
D'Produktioun vun Hëtzt shrinkable tubing muss éischt de passenden Masterbatch auswielen, an dann d'Hëllefsmaterial auswielen fir spezifesch ze produzéieren
D'thermesch Wunneng casing.
1. D'Produktioun Prozess vun Hëtzt shrinkable Rouer ass éischtens d'Produktioun vun polyene Leech Masterbatch: kombinéiert verschidde polyene Leech Basis Material mat verschiddene funktionell Hëllefsmaterialien
D'Materialien ginn no dem Formelverhältnis gewien an duerno gemëscht: déi gemëschte Materialien ginn an en Zwilling-Schrauwen-Extruder gesat a pelletiséiert fir e Polyen-Leech-funktionelle Masterbatch ze produzéieren.
2. Produit molding Prozess: no der Form vum Produit, zwou Methoden vun Single screw extrusion an Sprëtz molding kann benotzt ginn.
Fir Veraarbechtung a Produktioun:
1. Single-screw extrusion Typ: haaptsächlech fir extrusion molding vun Hëtzt ënnerzegoen Päifen benotzt, wéi Single-Mauer Hëtzt-shrinkable Réier, duebel-Wall Hëtzt-shrinkable Réier mat gekollt, a mëttelgrouss deck
Mauer Hëtzt ënnerzegoen Päifen, héich Drock busbar Hëtzt ënnerzegoen Päifen, héich Temperatur Hëtzt shrinkable Päifen an aner Produite sinn all veraarbecht a geformt vun Single Schraube extrusion.
D'Hëtzt shrinkable Rouer Produktioun Linn soll déi folgend Ausrüstung hunn: extruder (Hëtzt ënnerzegoen Rouer Formatioun), Produktioun Ofdréck, Killwaasser Tank, Spannung Apparat, an
Disk Apparat, etc.
2. Sprëtz molding: haaptsächlech fir d'Produktioun vun Hëtzt-shrinkable speziell-geformt Deeler benotzt, wéi Hëtzt ënnerzegoen Mutzen, Hëtzt-shrinkable Schirm skirts, Hëtzt-shrinkable Fanger cots an aner Produiten
Si all benotzen Sprëtz molding, a Produktioun Equipement soll Sprëtz molding Maschinnen an Sprëtz molds enthalen.
3. Déi nächst wichteg Schrëtt ass Stralung Kräiz-verbindung.D'Produkter geformt duerch Extrusioun oder Sprëtzformen sinn nach ëmmer linear molekulare Strukturen.
Struktur, d'Produkt huet nach net d'"Erënnerungsfunktioun", an d'Performance vun der Temperaturresistenz, Alterungsresistenz a Verschleißbeständegkeet ass net genuch.
Ännert d'molekulare Struktur vum Produkt.D'Method déi mir normalerweis benotzen ass Stralungsvernetungsmodifikatioun: Elektronenbeschleuniger Strahlungsverbindung, Kobaltquellstralung
Cross-linking, Peroxid chemesch Cross-linking, zu dëser Zäit ännert d'Molekül vun enger linearer molekulare Struktur an eng Netzwierkstruktur.Extrudéiert Produkter passéieren
Nom Cross-linking huet et e "Erënnerungseffekt", deen d'Temperaturresistenz, d'mechanesch Eegeschaften an d'chemesch Eegeschafte vum Wärmeschrumpfröhre staark verbessert.Déi spezifesch Dësch
Elo huet d'Hëtzt ënnerzegoen Rouer aus dem Zoustand vun Toleranz zu inkompatibel geännert, alternd Resistenz, Abrasioun Resistenz, a chemesch corrosion Resistenz.
4. Expansioun molding: D'Produkt geännert duerch Stralung crosslinking schonn eng "Form Erënnerung Effekt", an et huet eng héich
Net-Schmelzleistung ënner Temperatur.No der Heizung bei héijer Temperatur, Vakuumblosen a Ofkillung gëtt et de fäerdege Wärmeschrumpfréier, an dann no der Röhre
Déi aktuell Situatioun vun der fäerdeger Produktverpackung a Schließung kann och geschnidden a gedréckt ginn no Clientsbedierfnesser.Neutral normal Verpakung ass och verfügbar.
Leeschtung
| Test | Test Method | Ufuerderung |
| Operatioun Temperatur | UL 224 | -50 bis +125 ℃ |
| Tensile Kraaft | ASTM D 2671 | ≥14 Mpa |
| Verlängerung bei der Paus | ASTM D 2671 | >400% |
| Verlängerung bei der Paus no Hëtztalterung | ASTM D 2671 158℃/168hrs | ≥300% |
| Längsschrumpf | UL 224 | 0±5% |
| Deelweis Mauer Taux | ASTM D 2671 | <30% |
| Flam retardancy | VW-1 Eng | Pass |
| Volume Resistivitéit | IEC 93 | >1014Ω.m |
| Kupfer Stabilitéit | UL 224 | Pass |
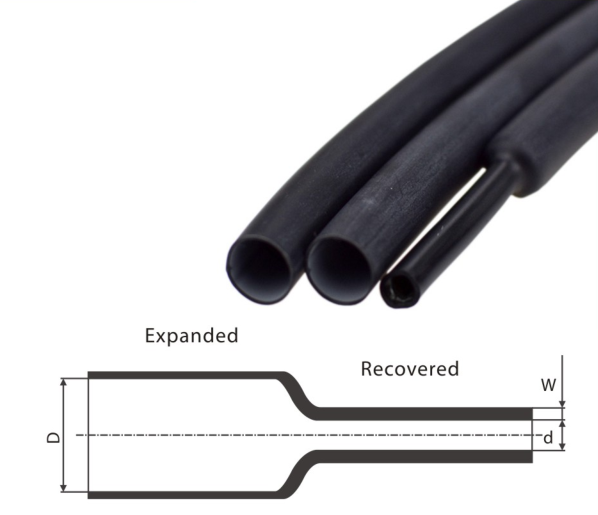
| Typ | Applikatioun Duerchmiesser Range (mm) | Erweidert (mm) | Erholl (mm) | |
| D (min) | d(max) | W(min) | ||
| RSG-15/5 | 4,5-8 | 15 | 5 | 1.5 |
| RSG-20/8 | 6.5-14 | 20 | 8 | 1.8 |
| RSG-28/10 | 12-18 | 28 | 10 | 1.8 |
| RSG-35/14 | 17-27 | 35 | 14 | 2 |
| WRSG10-28/10 | 6.5-14 | 28 | 10 | 2.2 |
| WRSG10-34/14 | 17-27 | 34 | 14 | 2.3 |
| WRSG10-40/18 | 17-30 | 40 | 18 | 2.5 |
| WRSG10-50/20 | 17-35 | 50 | 20 | 2.5 |
| WRSG35-50/20 | 17-35 | 50 | 20 | 3 |
| WRSG35-60/22 | 21-45 | 60 | 22 | 3 |
| WRSG35-70/25 | 24-52 | 70 | 25 | 3 |





